CNC铣削是寻求生产复杂零件的最常见过程之一。为什么要复杂?每当其他制造方法(如激光或等离子体切割)可以获得相同的结果时,与之相同的结果便会更便宜。狗万65Manbetxios但是,这两个没有提供类似于CNC铣削功能的东西。万博客户端登陆
因此,我们将深入研究工艺本身以及机械的各个方面。这将帮助您了解您是否需要CNC铣削服务要生产您的零件,或者有更具成本效益的替代方案。
什么是CNC铣削?
我们将在以后的段落中查看该过程,机械等。但是,首先让我们弄清楚CNC铣削的含义,并清楚一下关于该术语本身的一些更令人困惑的观点。
首先,人们在寻找铣削时经常要求CNC加工。加工需要两者铣削和转弯,但这两个有明显的差异。加工是指使用物理接触的机械切割技术,该技术使用各种工具来删除材料。Manbetxios
其次,所有CNC加工都使用CNC机器,但并非所有CNC机器都用于加工。计算机数值控制是这三个字母背后的。使用CNC的任何机器都利用计算机系统来自动化切割过程。Manbetxios
因此,CNC机器还包括激光切割机,等离子切割机,压机制动器等。
因此,CNC加工是这两个术语的混合,为我们带来了标题中提出的问题的答案。CNC铣削是一种使用计算机数值控件系统自动化过程的扣除制造方法。
铣削过程

我们可以将自己限制在仅描述制造过程中,但概述完整的流程会提供更健康的图片。
铣削过程包括:
- 在CAD中设计零件
- 将CAD文件转换为加工的代码
- 设置机械
- 生产零件
将CAD文件和转换为代码
第一步是在CAD软件中创建最终产品的虚拟表示。有许多强大的CAD-CAM程序让用户创建必要的G加工代码。
该代码可在必要时进行检查和修改,以适合机器的功能。万博客户端登陆此外,制造工程师可以使用这种软件模拟整个切割过程。Manbetxios
这允许检查设计中的错误,以避免创建无法产生的模型。
G代码也可以像过去一样手动编写。但是,这大大延长了整个过程。因此,我们建议充分利用现代工程软件提供的可能性。
设置机器
尽管CNC机器会自动进行切割工作,但该过程的许多其他方面都Manbetxios需要机器操作员的手。例如,将工件固定到可工作的台上,并将铣削工具连接到机器的主轴上。
手动铣削在很大程度上取决于操作员,而较新的型号具有更高级的自动化系统。现代铣削中心也可能具有实时工具的可能性。这意味着他们可以在制造过程中更改旅途中的工具。因此,停止更少,但仍然有人必须事先设置它们。
完成初始设置后,操作员最后一次检查机器程序,然后再给机械启动绿灯。
在几秒钟内获取金属制造报价
 引用几秒钟
引用几秒钟-
交货时间很短
-
分裂交付
生产工作
铣削过程使用与工件接触的旋转工具来切断芯片。连续切割会导致所需的形状。Manbetxios
但是,有几种不同的方法来执行切割:Manbetxios
- 常规铣削
- 攀爬铣削
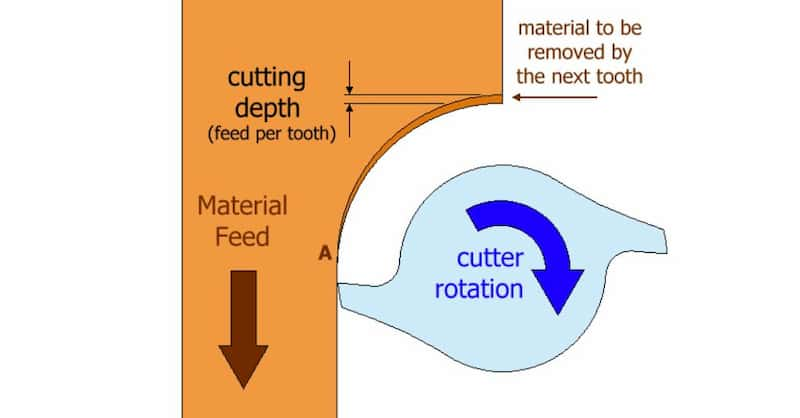
顾名思义,常规铣削至少在过去,一直是更常见的工厂方式。常规铣削的机制:
- 切割芯片Manbetxios的厚度增加。这可能导致温度升高,从而产生工作硬化。
- 切割的开始包括更多的摩擦和摩擦,加快刀具磨损并缩短其寿命。
- 随着牙齿向上移动芯片,它们可能会倒入切割路径,从而降低饰面的质量。Manbetxios
- 需要更严格的工件夹紧和固定,以避免由大的向上力引起的位移。
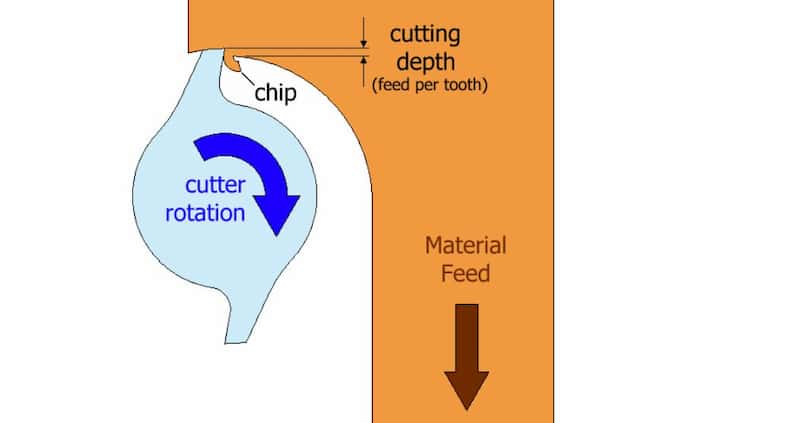
较新的CNC Mills宁愿使用攀爬铣削。攀爬铣削的特征是:
- 切割芯片Manbetxios的厚度减小,导致芯片加热而不是工件。
- 切割表面Manbetxios更干净,从而减少摩擦和工具寿命的增加。
- 芯片落在切刀后面,减少了污染切割路径的问题。Manbetxios
- 水平攀爬铣削会产生向下的力,从而减少了额外夹紧的必要性。
铣削过程通常包括一些不同的操作,但这取决于最终产品的形状和原料的状态。通常,铣削对于提供精确的饰面和添加一些功能等功能是必需的。
但它也适合从一块材料中创建成品零件。第一批操作使用较大的工具快速雕刻出材料以固定过程,直到达到最终作品的近似形状。
需要更换工具才能创建高度精确的机加工零件。众所周知的精确铣削是在最后阶段实现的工程公差和表面粗糙度至水平很难与任何其他制造过程相匹配。
铣床组件
现在,让我们看看是什么组成了铣床。尽管新的铣削中心具有执行各种操作的功能,但它们也更加复杂。万博客户端登陆因此,我们坚持这里更传统的长凳,以概述机器组件。
水平铣床
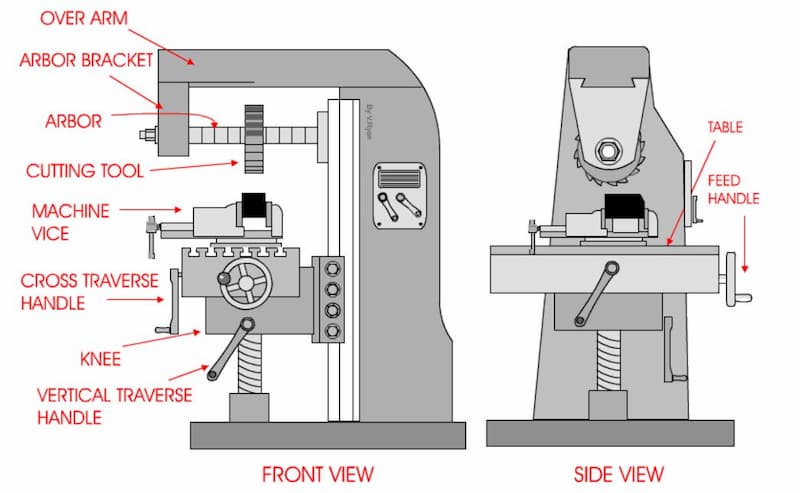
水平铣床从工具的定位中得出其名称 - 它们的轴位于水平。上图显示了使用它们的一种方法,这是普通铣削的。当然,水平磨坊也适用于最终铣削。
水平磨坊的建造非常简单。切割工具Manbetxios连接到乔木上。当需要更改工具时,您可以卸下轴支架和垫片以替换工具。
将工件固定在工作台上需要虎钳。遍历可以移动x,y和z轴以移动工件。
当然,较新的机器看起来有些不同,使其适合自动化。水平铣削中心可能有多个纺锤体,上面有各种工具,可以更快地进行周转时间。此外,桌子和工具都可以向更大的方向移动,包括旋转轴。
尽管如此,基础知识还是相同的,并且理解更传统的机器足以使当代的机器有意义。
水平铣削的优势:
- 可能生产较少操作的零件
- 能够创建更复杂的零件
- 比垂直铣削快3-4倍
- 更长的工具寿命
- 更好的表面饰面(最后2点与降低碎屑掉落到切割路径上有关)Manbetxios
垂直铣床
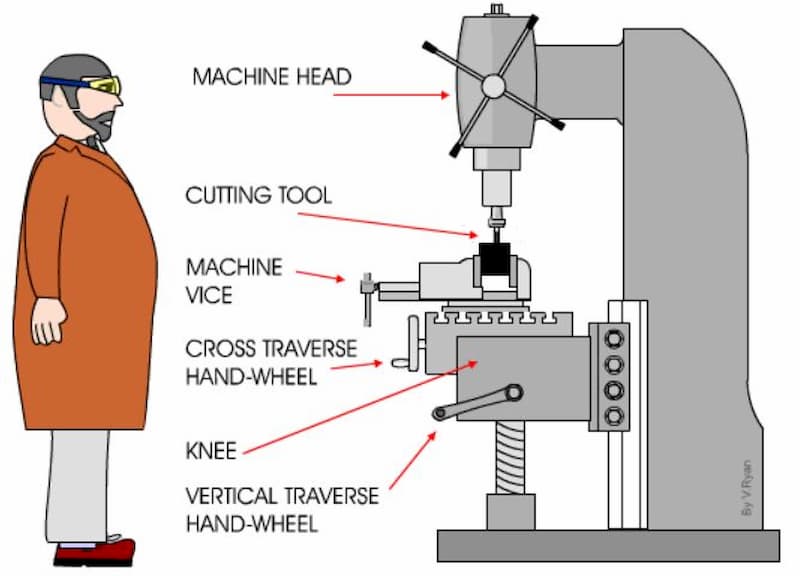
同样,在查看上图时,垂直磨坊的名称非常不言而喻。由于刀具轴的定位是垂直的,因此更适合最终铣削。
有一些水平和垂直铣床之间的差异。但是主要组件仍然相似。机器头在RAM的末端。切割工具的主轴固定在头部。Manbetxios
关于桌子定位的所有内容都与水平磨坊相同,提供了将其移动到相同3个方向的能力。
现代的5轴垂直磨坊提供了旋转零件的可能性,以获取更多访问和更快的周转时间。自动化所有动作会产生更好的准确性,更快的交货时间和接近相同的零件。
垂直铣削的优势:
- 比水平磨坊便宜得多,价格差为4-5倍
- 可用性,因为更多的讲习班可以负担得起
- 易于使用,因为垂直磨坊可以更好地了解实际发生的事情
- 更多的机械师可以提供出色的结果
- 机器较小,需要更少的空间CNC机关车间
铣床的类型
当今市场上有很多种类。也存在许多分类方式。基础知识到处都是几乎相同的,进行了一些修改,带来了更多的可能性,因此还有另一种类型的铣床。
这是最常见的铣床类型:
- 床型
- 膝盖型
- 公羊型
- 刨床
床单工厂

卧床铣床的设计包括稳定的机床。虽然大和重的零件可能会导致膝盖型机器不稳定,但卧床类型的机器可以保持地面。长床意味着可以立即将多个部分连接到床上,减少空闲时间并提高工作间的效率。
工作台直接连接到机器床上,可以向2个方向移动。当然,主轴头可以轴向移动以确定切割深度。轴的位置取决于机器,因为有水平和垂直床厂以及通用机器。所有这些都可以使用CNC自动化。
这些选项中最常见的是CNC通用铣床。虽然水平和垂直磨坊有相当大的限制,但这些机器提供了更大的灵活性。
提高生产率的另一种方法是使用两机支架。这有助于将许多零件安装到桌子上,以进行同时处理,或者一个大部分。这将失去重新夹紧处理另一端的必要性。重要的是要注意,此设置打开了可以通过正确的CNC程序预防的工具碰撞的可能性。
膝盖式铣床

这些机器适合生产零件,从小到中等。局限性源于以下事实:膝盖型工厂提供的稳定性较低,例如床型铣床。此外,该框架为部分尺寸设置了自己的限制。
传统的膝盖式磨坊是生产一次性零件,维护工作,准备任务等的绝佳选择。切割头的单向运动限制了事故的可能性。Manbetxios使用它们来准备工件以稍后在CNC站进行精炼是常见的。
这些机器需要在每次操作后手动更换工具,这使整个过程稍慢一点。尽管如此,现代的CNC加工中心仍包括膝盖式铣床的功能。万博客户端登陆
RAM型研磨机
公羊型磨机的切割头安装在可以来回滑动的公羊上。Manbetxios这将工具运动增加到2个轴 - X和Y。RAM磨坊的水平和垂直选项都可以在市场上提供。许多这样的工厂还包括旋转切割头的能力。Manbetxios
刨床厂
刨床式磨坊与床型铣床非常相似。两者都有大型工作表和主轴,可以在3个方向上移动。主要区别在于刨床铣床一次容纳更多铣削工具的能力。不同工具的数量通常为4。
额外的灵活性提高了其效率,并减少了停止工具更换处理的需求。
多少个轴?
我们已经提到了本文中的不同轴。但是,让我们完全清楚每种含义。
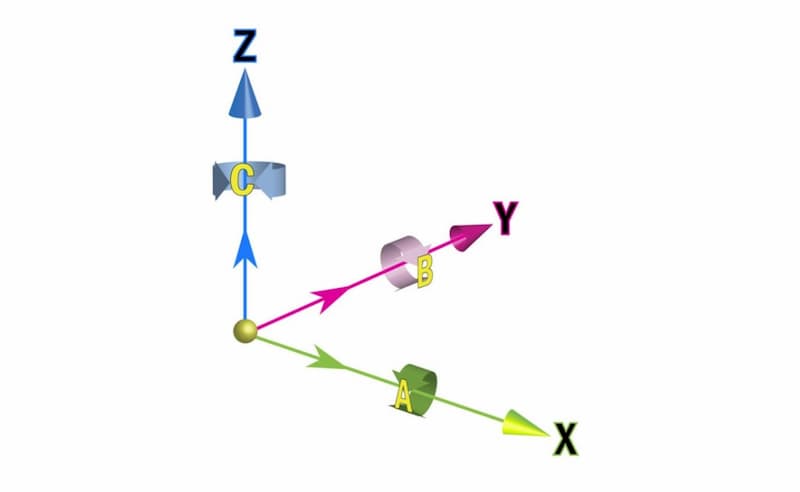
3轴磨坊
3轴垂直磨坊意味着该桌子可以向2个方向移动-X和Y。这可以使工件相对于切割工具定位,而距离保持不变。Manbetxios因此,通过允许降低切割工具来添加第三个Z轴。Manbetxios
CNC控制器可以同时进行这三个移动,从而为大多数处理需求提供必要的灵活性。
4轴磨坊
如前所述,4轴磨机具有所有3个轴。但是另一个进来 - A轴。现在,桌子可以围绕X轴旋转,使脸部在不重新定位工件的情况下铣削侧面。
5轴磨坊
您可以猜到,4轴磨坊的所有功能也适用于5轴。但是现在,我们添加了B轴,使Y轴旋转运动。
5轴CNC加工中心的成本比其他选择要高得多,但可以一次性地生产非常复杂的零件。在工具寿命增加时,不需要额外的设置,使合适的零件定位成为可能。
6轴磨坊

6轴铣床
6轴CNC铣削中心由于价格标签而言并不太普遍。它们可能比5轴机器快75%,但这种功能的必要性很少足以证明费用是合理的。万博客户端登陆上面的视频还显示了5轴和6轴磨坊的比较。
6轴磨坊具有固定的工作表,所有的运动自由都分配给切割头。Manbetxios它可以向3个方向移动,并围绕所有这些轴旋转。
CNC铣削操作
铣削适合许多不同的功能,包括螺纹,倒角,插槽等。这允许以令人羡慕的精度在单个CNC铣削中心上生产复杂的设计。这CNC加工的公差约为+/- 0.1毫米。
这些上述功能的创建需要各种不同的铣削操作:
- 表面铣削
- 面部铣削
- 角铣削
- 形式铣削
- 配置铣削
- 齿轮铣削等
普通铣削

普通铣削
普通铣削也通常称为表面铣削。它使用水平磨坊,这意味着切割工具的旋转轴平行于切割表面。Manbetxios
表面铣削可以根据必要的结果使用不同的切割机,宽或狭窄。使用宽切割器,当切割速度,快速进料速度和切刀的粗齿结合时,可能会导致快速的材料去除。Manbetxios当然,这种切割的表面饰面可能无法满足要求。Manbetxios
因此,第二步可以包括更改使用更精细牙齿的工具。这还需要更快的切割速度和较慢的进料速度,因此每次单位Manbetxios的材料去除量较慢。同时,最终完成更准确。因此,从经济角度来看,两者的结合是一个不错的选择。
面部铣削

面部铣削
该操作使用一种切割工具,侧面和末端都有牙齿。Manbetxios工具的轴垂直于加工部分。
面部铣削通常是在表面研磨之后进行的,因为它会产生更多复杂的轮廓,并留下不错的饰面。侧面的牙齿进行大部分切割工作,而尖端上的牙齿负责表面表面处理。Manbetxios
角铣削

倒角铣削
这种铣削操作使我们能够创建Chamfers,凹槽等。有几种方法可以完成这些功能。
如果使用常规的3轴磨坊,使用不同的切割机是最有意义的。这些可以是燕尾刀,以产生倾斜的凹槽,也可以是带有圆锥切割头的磨机。Manbetxios请注意,这两个基本上是彼此的对立面。
切刀的轴可以垂直或与表面一致。
形式铣削

形式铣削
这种铣削需要特殊的工具来创建更复杂的表面轮廓。凸和凹形切割器都是此处找到使用的工具的示例。
形式铣削有助于单剪地创建这些表面轮廓。这些工具可以帮助创建圆形凹槽,圆形边缘等。工具必须具有正确的参数以实现所需的结果。
帮派铣削是形式铣削的子类别,可一次使用多个切割机可以创建模式。
配置铣削

配置铣削
一种常见的铣削操作,以产生凸和凹部。该过程包括3个步骤 - 粗糙,半固定和整理。
粗糙使用圆形插入物来完成最初的工作,以消除大多数材料。球鼻末端磨坊非常适合半固定和精加工。
这种工作将在很大程度上受益于CNC铣削,因为4轴和5轴技术可以大大加快运营并提供更好的质量。
齿轮铣削

齿轮铣削
是的,铣削还可以找到生产的用途不同类型的齿轮。生产齿轮的整个过程包括两个步骤。
首先是齿轮铣削。材料柔软度使得可以更轻松地创建零件,同时实现巨大的公差。然后齿轮通过热处理过程要硬化表面。之后,CNC转动将负责最终结果。
合适的材料
CNC铣削可用于各种不同的材料。当然,选择取决于要求。选择过程包括以下步骤:
- 创建零件几何。
- 确定作用于该部分的力。带有fea插件的CAD软件在这里可能有很多帮助。
- 根据结果指定材料属性。
- 创建可能的材料列表。
- 选择以成本效益的最佳比率满足要求的人。
- 确保材料适合铣削。
因此,我们可以在这里为您提供最后一步。
适合CNC铣削的金属:
- 软钢
- 不锈钢
- 工具钢
- 铝
- 黄铜
适合研磨的塑料:
- 腹肌
- 尼龙
- 聚碳酸酯
- pom
- ptfe
- HDPE
- 窥视
做出选择之后,是时候了为工作选择可靠的制造承包商。如果您正在寻找可以帮助铣削金属的人,则可以简单地与我们的销售工程师联系。