在以下情况下,压下制动工具会产生所有差异:选择金属制品制造商. 各种工具以及机器的吨位决定了生产的灵活性。
工装既能促进生产,又能限制生产。若你们用普通的工具制造,很有可能需要特殊的工具,否则就无法制造。因此,在这个话题上进行自我教育可以节省时间和金钱。我们将首先从不同类型的弯曲冲头开始。
压闸冲头
了解钣金折弯冲头的类型是了解可以制造什么的第一步。虽然您可能不是折弯方面的专家,但一些背景知识可以帮助您识别不可能的折弯。这些冲头中的大多数实际上实现了各种弯曲,但每个都有自己的优势和细节。
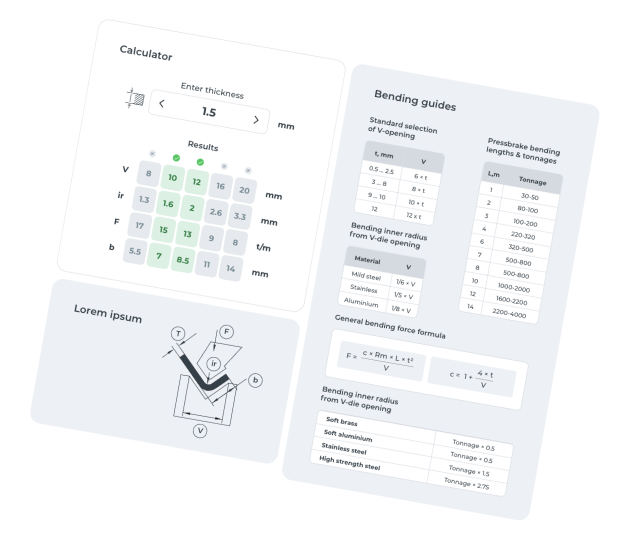
标准冲床
标准冲头是压力机制动工具中最常见的钻头。用于气弯钝角或90度底角。标准冲床具有相当结实的结构,因此它能够承受较厚金属或较长折弯线所需的高负载(请查看我们网站上的吨位图表)钣金弯曲件).
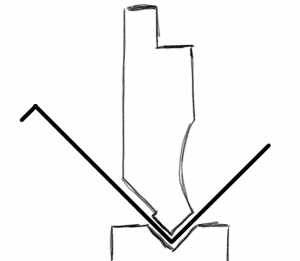
急性穿孔
锐利冲头通常用于弯曲30到60度之间的角度。同样,模具的厚度允许更大的力,因此适合较厚的材料。它还用于在卷边前产生30°的角度。然后,将锐利冲床切换为卷边/压平冲床以完成工作。
你必须考虑材料的力学性能设计零件时。例如,在某些情况下产生急性弯曲要困难得多金属种类.
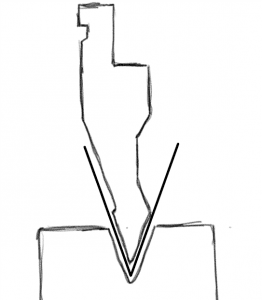
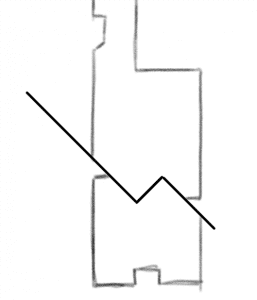
窄冲头
本质上,窄冲头的作用与标准冲头相同。当没有太多空间执行最终折弯时,就需要这种工具。在上面的示例中,您可以看到模具的宽度如何发挥重要作用。
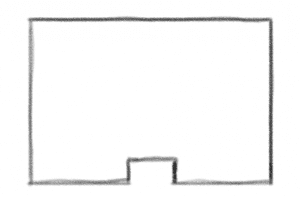
鹅颈冲头
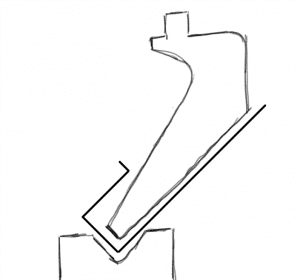
鹅颈冲头用于U形型材。因此,这是一个使用率很高的工具,但必须了解其局限性。
很多人想制作两面都很高的U型剖面。你可以看到,看上面的图片,这只在一定程度上是可能的。冲头向顶部加宽,并以U形转弯结束。因此,更宽的底座允许更高的侧面,但仍然存在由冲头形状设置的限制。
而且,它没有你的标准冲床那么有力。虽然它非常坚固,但力线没有支撑到工件上。
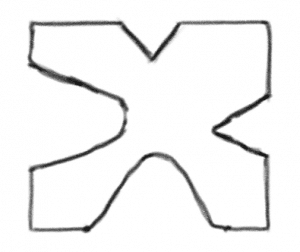
窗扇冲头
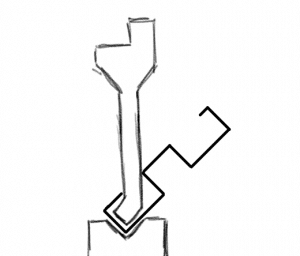
窗扇冲头有点像鹅颈冲头——它可以在拐角处弯曲。但它使弯曲的两侧都有角度成为可能。如果你看这张图片,试着想象一下用鹅颈冲头做这样的东西,你就会明白这种冲压制动工具的必要性。
压闸模
模具是冲压制动工具的第二部分。虽然从一开始,它主要是V型槽,但这里仍然有一些变化。
1V模具
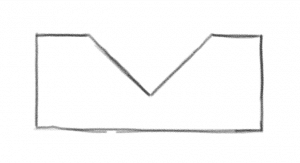
1V模具或单V压闸模具是最常见的模具类型。它有一个适用于特定角度和半径的单槽。如果您需要在一张板材上执行多个不同的操作,则如果空气弯曲没有提供足够的灵活性,则需要重新安装模具。
2V模具
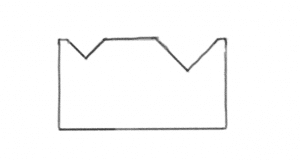
2V模具有两个连续的凹槽。因此,如果板材有许多类似的折弯,但仍有不同的加工要求,则允许在不重新加工的情况下连续工作。凹槽靠近侧面,使短法兰成为可能。凹槽具有不同的宽度,也可能具有不同的角度。
在几秒钟内获得您的金属制造报价
 以秒为单位报价
以秒为单位报价-
短交付周期
-
不稳定交付
多V压闸模
这些也被称为压闸多V模具。它每侧有4个不同的凹槽,用于各种半径和材料厚度。不过,您必须旋转模具以使用另一个凹槽。
另一个缺点是沟槽在中间,两边不那么短。因此,它并不总是适用于短法兰弯曲。
仍然是冲压制动工具库存的一个很好的补充,因为它在一个工具中提供了很大的灵活性。
旋转模

滚弯
旋转模具具有与常规V形弯曲相似的弯曲能力,但不会损坏材料。旋转刀片减万博客户端登陆少摩擦–材料在模具表面滑动,而不是沿模具表面刮擦。而且,它不会像V型模具那样留下痕迹。

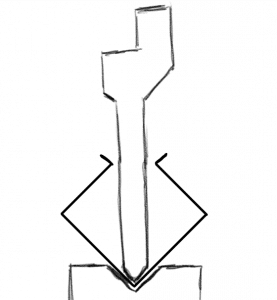
卷边模
虽然这肯定是必要的,但对于一个冗长的描述来说,它实在太无趣了。这是一幅不言自明的图画。用于通过展平完成锐角弯头。
偏置冲模
这些是成套的。这是一种可以使连续弯曲更快的方法,因为它们可以在一次操作中完成。它还确保弯曲平行,因为没有错位的空间。
聚氨酯模具

使用聚氨酯和Acrotech Inc.进行大半径成型。
另一种弯曲而不留下痕迹的方法。模具上通常有孔,以便在想要的方向上更容易施加力。虽然它可能不太准确,但由于最终的表面质量,它仍然是空气弯曲时的一个好选择。
冲压制动工具长度
冲头和模具都有标准长度。起初,这似乎是工程师真正不必知道的事情。但事实并非如此。假设你有一块2000毫米的金属板,它有许多需要弯曲的小凸缘或耳。
现在,您已经制作了切口,因此压力机操作员可以在不接触周围板材的情况下弯曲这些切口。但是你的切口是28毫米。也许你应该考虑一下这些的长度。为此,了解标准长度很有用。
在这个例子中,唯一的方法是选择20毫米的模具,但这不能保证最好的质量。最好让模具与折弯线的精确长度一致。如果可能,请使您的设计符合标准。
冲压制动器模具的标准长度:
835; 415; 370; 200; 100; 50; 40; 20; 15; 10毫米
压闸冲头的标准长度:
835; 415; 370; 100; 50; 40; 20; 15; 10毫米
寻找一个良好的金属折弯服务? 别再看了!