GD&T标准ASME Y14.5-2009定义了十四种类型的几何公差。这14个几何公差分为5种主要的几何控制类型。这些是形状、位置、方向、轮廓和跳动。
形状控件确定单个零件特征的形状。在本文中,我们将了解圆柱度公差,它是形状类别中四种控制类型之一(其他三种是直线度、平面度和圆度)。
顾名思义,设计师和制造商利用圆柱度来制造精确的圆柱形零件。
圆柱度是什么?
圆柱度控制是来自形状控制组和通过确定圆度和轴的直线度这两个关键方面来保证零件的圆柱形.
许多适合紧密装配的圆柱形零件必须是“足够的圆柱形”,以实现良好的配合。这尤其适用于安装在长紧孔中的零件,其中圆柱形零件的圆度、直线度和锥度必须在紧规格范围内。
以销为例,该销需要穿过具有紧密直径公差的孔。即使销是完全圆的(良好的圆度),与所需直线度的微小偏差(沿长度弯曲)也会阻止销通过孔。
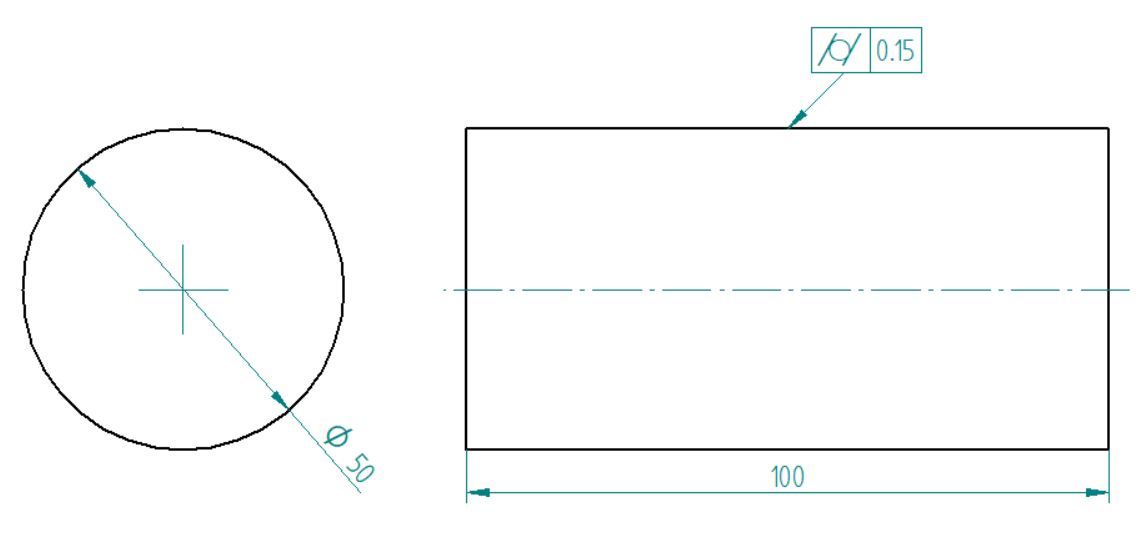
圆柱度标注指定实际零件的圆柱尺寸与理想圆柱的距离。

我们可以用圆盘堆来解释圆柱度标注的工作。此外,圆柱度控制检查每个制动盘的圆度,同时检查制动盘是否叠得笔直.
如果甚至有一个盘在尺寸或圆度上与其他盘相比偏差太多,或者它向一侧偏移超过允许的范围,整个堆栈将无法遵守公差限制。
圆柱度公差带
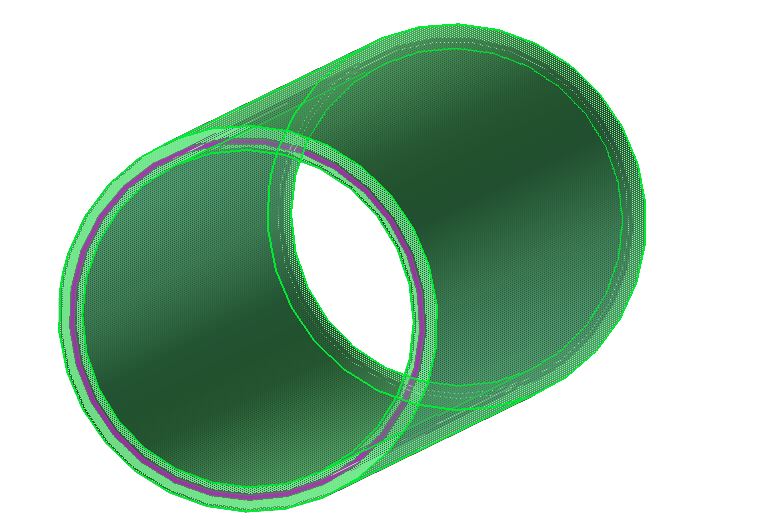
这个圆柱度公差带由两个同心圆柱表示. 这些圆柱体沿着曲面的整个长度运行,一个在内侧,另一个在外侧,围绕零件的整个曲面创建一个完美的圆柱形边界。
圆柱度公差带是由这两个同心圆柱之间的径向间隔包围的体积。其尺寸的差异是应用的圆柱公差限值。因此,分区将使零件的整个曲面受到约束。
公差带内同心圆柱的共轴与圆柱零件的轴线重合。所有受控制的地表点都必须位于该区域内在这两个同心气缸之间进行验证。
圆柱度vs其他标注
中的每个详图索引GD&T在特定的应用中,它会完美地工作。在应用它们之前,设计师要考虑诸如期望的精度、公差限制和测量的容易程度等因素。
圆柱度与其他标注具有某些相似性。这可能会使许多工程师感到困惑。有必要很好地理解它们之间的相似性和差异性,以及我们如何应用它们。
两个函数有点类似于圆柱度的标注是圆度和总跳动。让我们将它们与圆柱度进行比较。
圆柱度与圆度
圆柱度等于圆度平直之于平直。在这两种情况下,都会引入一个附加维度。
虽然圆形一次适用于一个横截面因为它有一个平面(2D)圆形公差带圆柱度公差带一次覆盖所有横截面(3D)。因此,圆柱度控制整个曲面,而不是圆形的单个横截面。
这就好像圆度公差带沿着圆柱形零件的全长在第三维中拉伸一样。因此,圆柱度有时也被恰当地称为圆度的3D版本。
圆柱度也可以理解为圆度和的组合笔直调出。考虑前面的磁盘堆栈示例。
圆度只与每个圆盘完全圆或具有良好圆度有关,而圆柱度控制也将考虑整个堆垛的直线度。因此,当应用中圆柱形零件的锥度不太重要时,使用圆度更好(更容易检查,更便宜)。
然而,当需要具有良好圆度和锥度控制(接近完美直线)的完美圆柱体时,圆柱度是前进的方向。
圆柱度与总跳动
圆柱度控制和全跳动控件的特性几乎相同,但有一些细微的差异。
与圆柱度控制类似,总跳动也是控制零件整个表面的三维标注。总跳动最常用于气缸,但在极少数情况下可用于其他功能。
两者之间的一个关键区别是,当控制圆柱形特征时,总跳动与位置有关中心每个横截面的位置都与其理想位置有关。另一方面,圆柱度形成了周围的直接边界整个表面在不考虑每个横截面中心位置的情况下,对气缸进行调整。
然而,两者之间最明显的区别是对基准特性的需求。没有基准特征不能定义总跳动,但圆柱度可以。
这意味着总跳动可以控制方向、位置和形状(仅当总跳动公差小于尺寸公差时),而圆柱度仅控制形状
与所有其他形状控件一样,圆柱度不使用基准特征,仅控制形状需要其他控件来控制尺寸. 即使使用更严格的圆柱度公差限制也无法控制尺寸。
使用您的。stp文件获得即时在线制造报价
 以秒为单位报价
以秒为单位报价-
很短的交货期
-
交付Fractory
圆柱度特征控制框架
特征控制框架是描述几何控制如何应用于特征的方法。它使用标准的布局和符号来表达公差类型、公差值、具体条件和参考点,以给出所应用的标注的完整信息。

与其他GD&T标注相比,圆柱度的特征控制框架非常简单且易于应用。它通过一个称为引线箭头/线的箭头指向纸上的特征。此箭头表示受控制的功能。如果它指向一个轴,则该轴处于控制之下。如果它指向曲面,则详图索引将控制曲面。
由于圆柱度总是应用于一个单独的表面,领导箭头/线总是指向一个表面。在矩形视图(从正面观察圆柱体)或圆形视图(从侧面观察圆柱体)中,它可以指向表面或其延长线。
一般特征控制框由三个块组成,称为:
- 几何特征块
- 功能公差块
- 数据块
几何特征块

几何特征块包含特征控制框中几何公差类型的符号。圆柱度符号是一个由两侧平行线包围的圆。在编写时,它通常写为/o/。
功能公差块
特征公差块提供关于公差带类型、公差值和材料条件修正(如果有的话)的信息。
对于圆柱度,该区域不是直径公差带。因此,此块中没有直径符号。圆柱度公差带类似于平整度–如果平面度公差带缠绕在气缸表面上。
因此,该块说明了特征的公差值。这个值就是径向分离两同轴圆柱体之间的公差带。
至于材质条件修改器,它们不适用于圆柱度(MMC和LMC)因为圆柱度是一种形状控制。它不控制大小。因此,无论特征尺寸或RFS如何,RFS始终适用于圆柱度。
数据块
基准块保存用作关系几何控件参考点的任何基准参考。圆柱度是应用于整个曲面的形状控件,与任何其他特征无关。
因此,它不需要基准特性因此,在没有基准块的情况下,圆柱度特征控制框架是完整的。
如何测量圆柱度
与其他形状控件相比,圆柱度控件使用较少,因为它仅限于圆柱形零件。根据公差值,也可能难以测量。
从高速应用中的摆动和振动到轴承和衬套失效,错误的测量可能会导致服务中的各种问题。因此,确保圆柱度在规格范围内是很重要的。
圆柱度控制还可以检测表面缺陷,如凹坑或凸起,否则可能无法检测。
机械师使用各种方法来测量/检查圆柱度。让我们来看看一些常用的测量圆柱度的方法。
使用圆度测量仪器
圆度测量仪用于测量圆柱度和圆度。为了验证圆柱形特征的准确性,我们检查了圆柱体的径向和纵向变形。
要使用圆度测量仪测量圆柱度误差,请执行以下步骤。
- 将圆柱形零件牢牢固定在转盘上。确保零件沿其中心轴旋转。
- 将测量仪器的探针或触针与圆形元件接触。测量仪器的范围应大于零件的公差极限。
- 使用转盘转动零件。在极坐标图上记录横截面上的不同值,或使用计算机算法进行分析。如果是大型零件,检查员可以移动手写笔而不是零件。
- 沿着圆柱体的整个长度在多个点重复类似的测量。
- 为获得批准,触针的移动范围必须小于指定的公差值。
圆度测量仪非常适合测量圆柱度,但由于它只能测量圆度和圆柱度而受到限制。使用时,必须非常小心确保转盘轴与特征轴匹配为了精确的测量。
使用坐标测量机(CMM)

三坐标测量机螺旋圆柱度的测量
很多时候,如果没有三坐标测量机,精确的圆柱度测量是不可能的。与手动替代方案相比,CMM的GD&T测量能力更强。三坐标测量机的一个优点是,除了圆柱度外,它还可以测量各种其他几何公差。
要使用三坐标测量机测量圆柱度误差,请执行以下步骤。
- 选择一个横截面并标记四个或更多点进行点测量。
- 使用手动或计算机控制的三坐标测量机,在圆形元素的标记点测量。三坐标测量机的触控笔非常灵活,可以从不同角度测量不同的点。这些也可以手工或使用计算机算法绘制在极坐标图上。
- 沿着圆柱体的整个长度在不同的点重复测量,以获得完整的圆柱度测量。
- 为了获得批准,三坐标测量机的总变化量必须小于公差量。
三坐标测量机是一种高度通用的测量仪器。使用三坐标测量机测量圆柱度可提供高精度、缩短安装时间和提高生产率。
圆柱度的用途
如果精确的圆度、锥度和直线度很重要,则圆柱度是最合适的GD&T标注。标注在机械和汽车应用中有着广泛的用途。
经常使用圆柱度控制的不同零件如下所示:
● 竖井
● 别针
●气缸套
● 轴承和衬套
● 液压缸和气动缸
● 普通管和伸缩管
●凸轮轴
所有这些零件通常都有形状约束以实现良好的配合。圆柱度控制可以确保这些零件的形状与接近理想的圆柱相对应。
要记住的要点
● 圆柱度标注不需要基准。
● 圆柱度的公差值不能大于尺寸(直径)的公差值。
● 包络线边界不受圆柱度公差的影响。
● FCF的公差块中没有直径符号,因为圆柱度标注不控制轴,而是控制整个曲面轮廓。
● 我们不能将MMC或LMC条件修饰符与圆柱度标注一起使用。因此,不存在与此相关的奖金容差。
● 圆柱度必须在统计公差堆栈中考虑,因为它控制整个曲面的形状。
● 根据GD&T规则#1,正常公差堆栈不需要包括圆柱度,该规则规定FOS的最大包络(边界)是其MMC。这意味着圆柱度中的径向边界不能大于最大直径公差。
 Explained")
")