ASME Y14.5 2009GD&T标准列出了14种几何公差类型.根据他们提供的控制类型,这14种公差被分成5个不同的组。在这五组中是形式控制。
形状控制限制了最终形状与理想形状的偏差。GD&T直线度是保证特性接近理想的公差之一。
什么是直线度(GD&T)?
直线度公差是一种二维公差公差标注,用于控制零件的直线度。没有一根轴是完全直的。目标是确保它对应用程序足够直。这个标注设置了一个标准,规定了特性在其长度上的直线度。
直线度可以控制两种非常不同的功能。它是唯一可以控制表面上的线或大小特征的标注。它可以用来控制一个表面或一个轴的直线度。
此外,在每种情况下特征控制框架是不同的。我们来看看这两个函数是什么意思。
表面平直度
当我们应用该标注来指定表面直线度时,公差带形成理想表面位置上方和下方的总宽区,并控制任何偏差。曲面的直线度控制着曲面上任何一处直线的形状有两种应用:
第一类是平面,如立方体的面。
第二种是轴向的圆柱面。
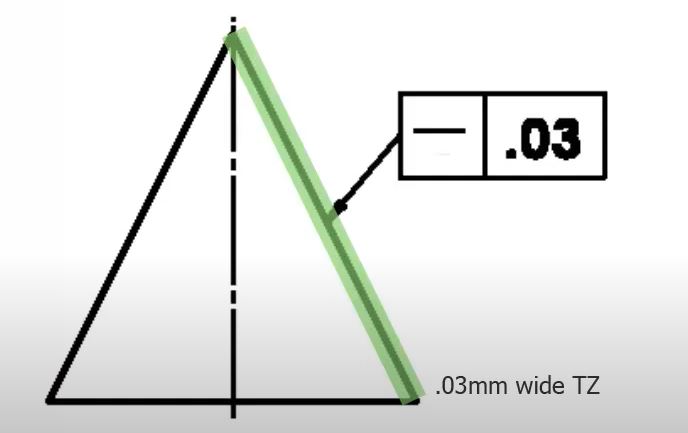
在这两种情况下,公差带形成一个二维平面.它显示为两条平行线(也平行于表面),一条在表面之上,另一条在表面之下。
轴的直线度
该标注可以控制的第二个函数是轴的直线度。轴的线性偏差量是一个重要的特征,必须控制为无缝装配。可以使用直线度标注将导出的中值线的偏差保持在允许的范围内.
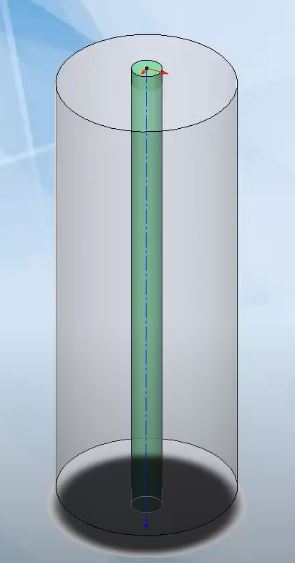
在这种情况下,公差带不是应用于表面,而是应用于零件的轴。而且,不是在轴的上方和下方,公差带在中心轴周围形成一个圆柱形区域.
直线度特征控制框(FCF)
特征控制框架告诉我们关于公差的所有必要信息。
表面平直度自由现金流量
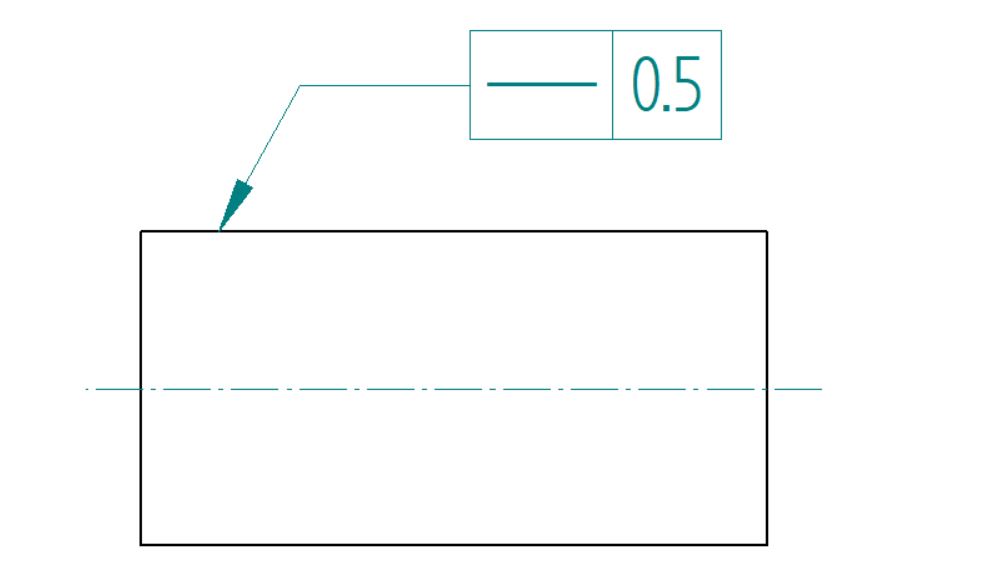
在控制曲面直线度公差时,几何特征块包含直线度符号。直线的符号是一条短的水平线,很像连字符。
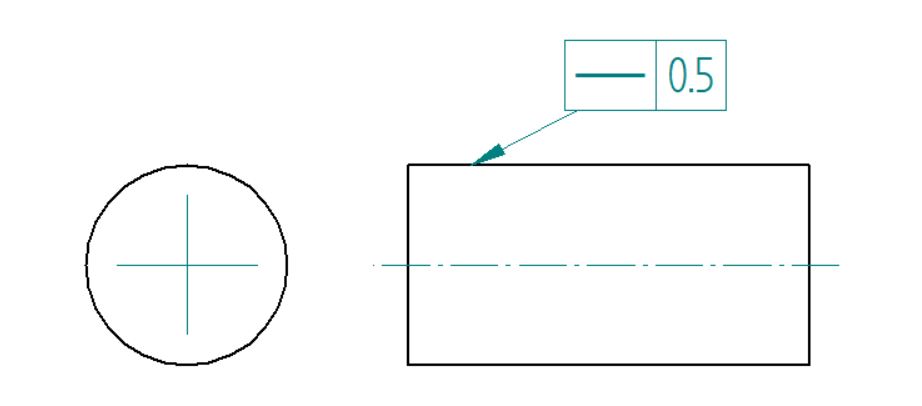
第二块包含公差带的类型、公差值和材料修改(如最大材料条件)(如果有的话)。因为容忍区域类型是一个总宽区域,所以不需要符号,因为这是默认的区域。
直线度标注(像所有其他表单控件一样)不需要基准。先导箭头只标记要控制的表面。
轴线直线度自由现金流量
当涉及到轴的直线度时,特征控制框架在大多数情况下保持相似,除了增加了公差带类型的符号。由于该区域是一个圆柱体,如前所述,第二个块包含直径符号表示相同。
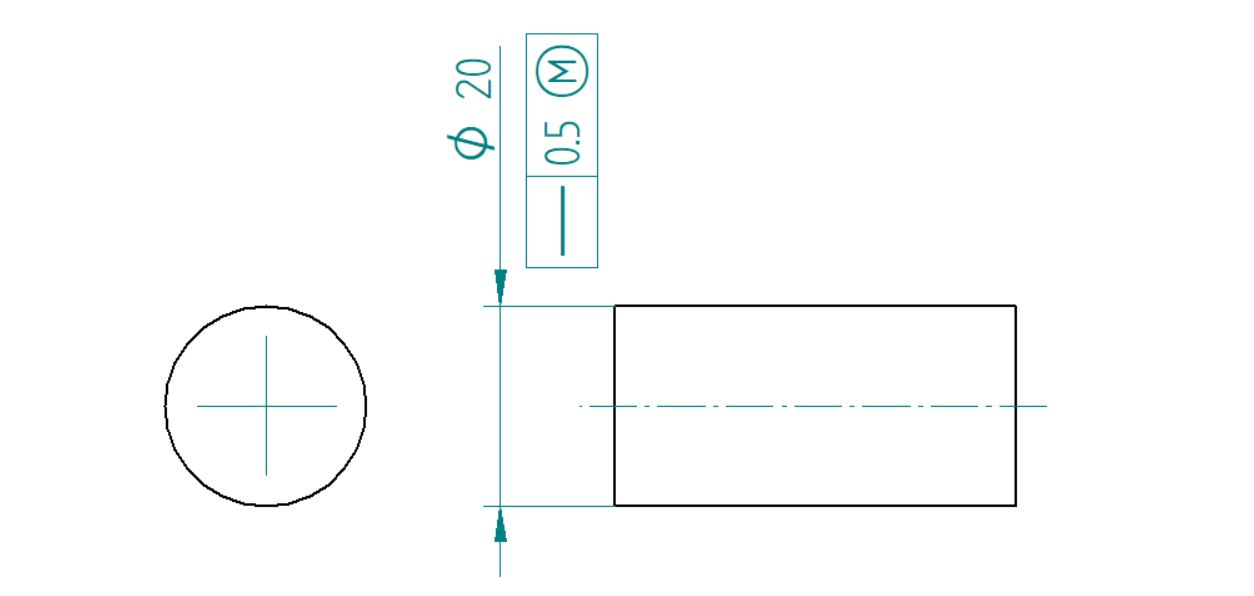
另一个区别是,对于轴的直线度,先导箭头,而不是标记表面,指向的是零件的直径尺寸尺寸。
当箭头标记一个特定的尺寸尺寸时,FCF被理解为控制特征的中心平面或轴线。因此,指向零件的直径尺寸表明,标注控制了零件的轴线。
得到您的制造报价秒
 在几秒钟内报价
在几秒钟内报价-
很短的交货期
-
交付Fractory
如何测量直线度?
测量表面直线度和轴线直线度的方法是不同的。我们将看看如何检查每种类型的函数。
表面平直度
测量表面的直线度是非常简单的。高度计固定在表面的指定位置上,并沿特征控制框中显示的方向直线移动。
当量规沿表面滑动时,任何表面的直线度或平整度的变化都会在量规上观察并记录下来。
轴的直线度
在测量轴的直线度时,有两种方法。
刻度盘
当需要精确的零件轴线偏差和零件数量有限时,可以使用第一种方法。这种方法使用千分表。第一种方法的步骤如下:
- 在两端固定零件,使其在直线度控制下沿轴线旋转。
- 在气缸曲面的相对位置放置两个千分表。两个千分表串联工作以确定该截面的中点。
- 在同一截面上,工件旋转以记录不同角度的测量读数。
- 对不同角度的多组测量值取平均,我们计算出中值点。这个中间点是零件轴上的一个点。
- 机械师然后重复在多个截面上的尺寸标注和计算程序,并在3D中绘制零件的完整轴。
- 如果该轴在规定的公差范围内,则该零件是合格的。
汽缸规
第二种方法更适用于需要在短时间内检测大量零件的大规模生产场景。这种方法也适用于不需要很高精度的零件。

去/不通过规
它使用比圆柱部分稍大的圆柱量规。如果零件符合该量规,则无需进行一次测量即可获得批准。这种测试设备被称为行/不行量规。
为了进一步限制零件直径的变化,确保更好的装配,我们称之为最大材料条件下的直线度公差。这确保了该部件将始终适合特定尺寸的孔。
为什么要使用直线公差?
当装配中的两个部件需要有直线接触时,直线度就派上用场了。我们用直线度标记配合面,使其在加工时得到特别注意。
直线度控制应用于设计和制造需要完美接触以保持高压的液压套、管和盖。
轴的直线度应用于设计销和圆柱零件,需要配合到孔或孔的功能。直线度标注确保零件即使在最大材料条件下也能匹配。
常见问题解答
什么是导出的中值线?
导出的中线是由零件的每个横截面上的中点连接而成的线。子午线应符合GD&T直线度控制设定的标准。如果零件符合公差要求,则质量合格。
什么是奖金容忍?
附加公差是当直线度标注带有最大材料条件(MMC)修改器时发挥作用的额外公差。简单地说,当零件的实际尺寸与MMC尺寸有偏差时,将实际尺寸与MMC尺寸的差值加到直线度公差值上。这就是所谓的奖金宽容。
例如,假设一个大头针需要在MMC上放入一个给定尺寸的孔中。现在,在MMC,大头针需要非常直或有完美的形式(根据规则,不。GD&T 1),以确保正确的组装。当销直径变小(偏离MMC)时,对零件直线度的限制就放松了。
换句话说,零件需要越来越少的直,因为销尺寸减少,以适应孔。这意味着桶形、腰形或凹/凸形的销钉在离开MMC时仍然可以通过为其设计的走/不走规。
")
 Explained")